

線軌絲桿滑臺作為精密傳動核心部件,廣泛應(yīng)用于自動化設(shè)備、數(shù)控機(jī)床、精密儀器等領(lǐng)域,其加工精度與裝配規(guī)范直接決定設(shè)備定位精度、運(yùn)行平穩(wěn)性與使用壽命。掌握科學(xué)的加工裝配流程,嚴(yán)格把控各環(huán)節(jié)細(xì)節(jié),才能充分發(fā)揮滑臺的精密傳動優(yōu)勢,下面詳解核心流程與要點。
一、核心部件加工嚴(yán)控精度
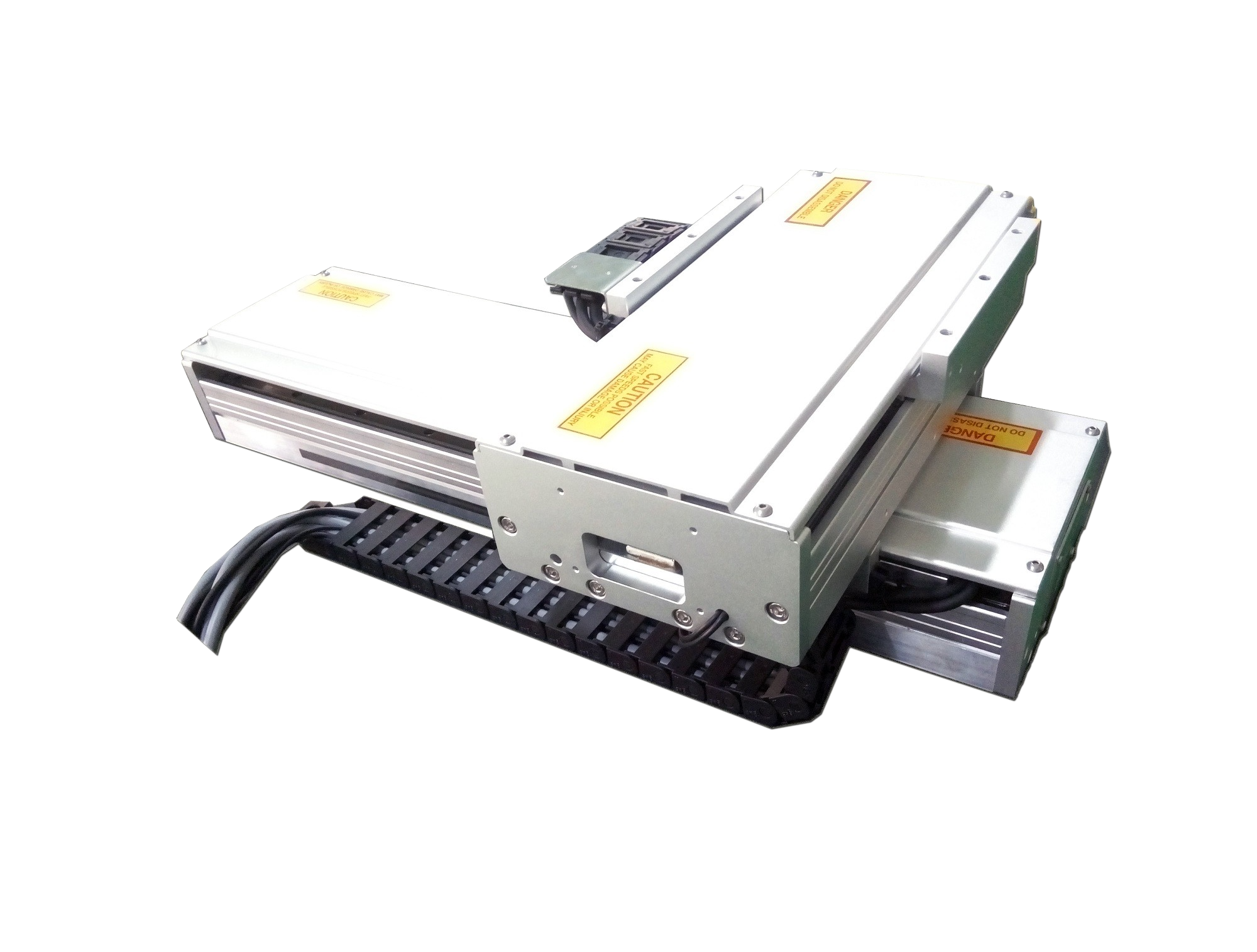
滑臺加工核心聚焦三大部件,精度達(dá)標(biāo)是基礎(chǔ):底座采用高強(qiáng)度鋁合金或鑄鐵,經(jīng)CNC精密銑削、磨削加工,保證平面度與平行度;線軌軌道經(jīng)淬火加精密研磨,確保導(dǎo)軌硬度與表面光滑度;滾珠絲桿采用冷軋或磨削工藝,精準(zhǔn)控制導(dǎo)程誤差,齒面經(jīng)拋光處理,減少運(yùn)行摩擦損耗。
二、部件預(yù)處理去除隱患
加工完成后,對所有部件進(jìn)行預(yù)處理:去除表面毛刺、氧化層,采用超聲波清洗,確保無油污、鐵屑?xì)埩簦粚z桿、導(dǎo)軌進(jìn)行防銹處理,涂抹專用防銹油;檢測部件尺寸精度,篩選合格產(chǎn)品,杜絕不合格部件進(jìn)入裝配環(huán)節(jié),避免影響整體精度。
三、基礎(chǔ)裝配精準(zhǔn)定位
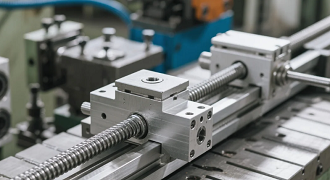
先將線軌固定在底座預(yù)留安裝面,用扭矩扳手均勻鎖緊螺栓,確保線軌與底座貼合緊密、無松動;再將滾珠絲桿通過軸承座固定在底座兩端,調(diào)整絲桿水平度與同軸度,保證絲桿與線軌平行,偏差控制在極小范圍,避免運(yùn)行時出現(xiàn)卡滯、偏移。
四、滑座裝配貼合調(diào)試
將滑座安裝在線軌與絲桿上,調(diào)整滑座與線軌的貼合度,確保滑動順暢無卡頓;安裝絲桿螺母與滑座連接部件,鎖緊固定螺栓,調(diào)試滑座往復(fù)滑動,檢查是否有異響、阻滯現(xiàn)象,微調(diào)絲桿預(yù)緊力,平衡間隙與運(yùn)行阻力。
五、精度檢測校準(zhǔn)優(yōu)化
裝配完成后進(jìn)行全面精度檢測:用百分表檢測滑臺往復(fù)定位精度、重復(fù)定位精度,確保符合設(shè)計標(biāo)準(zhǔn);檢測滑座運(yùn)行平行度、絲桿跳動量,對偏差部位進(jìn)行微調(diào);空載試運(yùn)行,觀察運(yùn)行平穩(wěn)性、噪音大小,排查潛在故障。
六、后期防護(hù)延長壽命
最后進(jìn)行防護(hù)裝配:安裝防塵罩,防止粉塵、雜質(zhì)進(jìn)入內(nèi)部損傷部件;加注專用潤滑脂,確保絲桿、線軌潤滑充足;對裝配完成的滑臺進(jìn)行整體清潔,張貼精度檢測合格標(biāo)識,完成加工裝配全流程。
線軌絲桿滑臺的加工裝配,核心在于“精度把控、貼合調(diào)試、規(guī)范防護(hù)”,每一個環(huán)節(jié)都直接影響最終使用效果。嚴(yán)格遵循上述流程,可保障滑臺定位精準(zhǔn)、運(yùn)行平穩(wěn)、耐磨耐用,為各類精密自動化設(shè)備提供可靠的傳動支撐。
